Nos logiciels de gestion des instruments de mesure : QUAL’METROLOGIE et de SPC/MSP : QUAL’SPC incluent la fonctionnalité de capabilité de processus de contrôle suivant la méthode R&R d’après la MSA version 3.
Principe de la méthode
Cette méthode mobilise deux ou trois opérateurs qui doivent contrôler deux ou trois fois les dix mêmes pièces.
La comparaison mathématique de leur mesure va d’une part nous donner les erreurs de répétabilité (dues à l’instrument) et les erreurs de reproductibilité (dues aux opérateurs), ainsi que la combinaison des deux appelés GRR qui nous donne les erreurs de notre processus de mesure.
Nous vous calculons aussi le ndc (nombre de catégories distinctes) et le Cpc (capabilité du processus de contrôle)
Des résultats immédiats
Le logiciel permet de définir en automatique si le processus de mesure avec cet instrument, ces personnes et ces pièces est capable ou non.
Le tout sera pondéré par l’analyse des étendues des mesures des opérateurs afin de vérifier qu’elles soient homogènes. Le but est de vérifier que les étendues de mesures des opérateurs soient contenues dans la limite de contrôle de l’étendue (LSCR).
L’analyse graphique montre aussi la répartition des mesures des opérateurs par pièces sur une carte de contrôle qui permet d’un seul coup d’œil d’identifier d’éventuelles mesures aberrantes.
Donc désormais, en plus de savoir si nous sommes capables mathématiquement, nous confirmons par l’analyse graphique l’absence d’aberrations, ou inversement dans le cas de mauvais résultats, les graphiques nous permettent d’identifier rapidement le problème, qui peut-être une pièce aberrante par rapport aux autres ou un opérateur avec des résultats complètement différents des autres.
Dans le premier cas il faut étudier le processus de fabrication afin d’identifier d’où vient cette pièce aberrante (butée desserrée, outil qui vibre, problème de matière, …), dans le deuxième cas il faut prévoir à nouveau une formation de cette personne à l’utilisation de ce moyen de contrôle.
Nouvelle version
Désormais, nous avons aussi inclus à notre logiciel R&R les graphiques issus de l’analyse de la variance, qui permettent de voir d’un seul coup d’oeil, les causes de dispersion.
On retrouve ainsi la répartition de la variance de la mesure et la répartition de la variance totale.
La répétabilité est la dispersion réputée due à l’instrument.
La reproductibilité est la dispersion réputée due aux opérateurs
L’interaction est la dispersion due à l’interaction entre les pièces et les opérateurs
Pièces est la dispersion due aux variations des pièces entre elles
Mise en oeuvre de la méthode R&R
Cette méthode mobilise deux ou trois opérateurs qui doivent contrôler deux ou trois fois (nombre d’essais) les dix mêmes pièces.
La comparaison mathématique de leurs mesures va d’une part nous donner les erreurs de répétabilité (dues à l’instrument) et les erreurs de reproductibilité (dues aux opérateurs), ainsi que la combinaison des deux appelés GRR qui nous donne les erreurs de notre processus de mesure.
Nous vous calculons aussi le ndc (nombre de catégories distinctes) et le Cpc (capabilité du processus de contrôle)
Commencer un test R&R
Pour ce faire, cliquez sur le bouton ![]()
Puis saisissez les informations en haut de l’écran :

L’information importante ici est l’IT (intervalle de tolérance) qui en cas de mode de calcul avec l’IT va servir de base pour déterminer la capabilité du moyen de contrôle.
Ensuite vous saisissez le nombre de fois que chaque opérateur doit mesurer chaque pièces (Nb d’essais), le nombre d’opérateur et le nombre de pièces. (Attention pour qu’un test soit valide il faut que le produit Nbre d’opérateurs x Nbre de pièces soit supérieur à 15)
Vous pouvez alors saisir les noms des opérateurs :
![]()
Ensuite en fonction du nombre d’essais, du nombre d’opérateurs et du nombre de pièces, le logiciel dimensionne le tableau de saisie des valeurs, dans lequel vous pouvez alors saisir les valeurs mesurées :
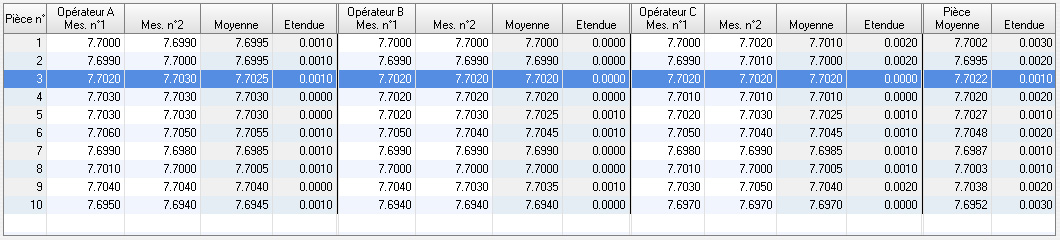
Chaque ligne correspond à une pièce, et pour chaque opérateur vous allez retrouver autant de colonne « Mes n° » que le nombre d’essais.
Dans ce tableau vont être calculées en automatique par opérateur et par pièce, la moyenne et l’étendue des mesures et par pièce la moyenne et l’étendue tout opérateur confondu.
Calculs de la méthode R&R
Lorsque vous aurez saisi toutes les valeurs, le logiciel va vous afficher des calculs réalisés en automatique :

Vous retrouvez ci-dessus la moyenne générale et l’étendue globale par opérateurs. (appelés A, B et C)
Puis Rbarre qui est l’étendue moyenne des étendues A, B et C
Xbarre diff qui est l’étendue entre les moyennes A, B et C
Rp est l’étendue des moyennes des pièces
La limite LSCR (UCLR en anglais) est calculée comme suit = Rbarre * D4
- Cas 2 essais D4=3.27
- Cas 3 essais D4=2.58
L’ensemble des valeurs dans la colonne « étendue » par opérateur devrait être inférieure à cette limite afin de garantir une cohérence entre les mesures.
La moyenne est la moyenne générale des mesures, LSC et LIC sont les limites de contrôle, qui sont calculées comme suit :
- Si le nombre d’essai est égal à 2 :
- LSC = Moyenne + Rbarre*1 .88
- LIC = Moyenne – Rbarre*1.88
- Si le nombre d’essai est égal à 3 :
- LSC = Moyenne + Rbarre*1 .023
- LIC = Moyenne – Rbarre*1.023
Ensuite le logiciel calcule EV, AV, GRR, PV et TV comme suit :
EV = Rbarre * K1
- Si nombre d’essais=2 K1=0.8862
- Si nombre d’essais=3 K1=0.5908
![]()
- Si nombre d’opérateur = 2 alors K2 = 0.7071
- Si nombre d’opérateur = 3 alors K2 = 0.5231
- n = nombre de pièces
- r = nombre d’essais
![]()
PV=Rp * K3
- Si nombre de pièces =2 K3=0.7071
- Si nombre de pièces =3 K3=0.5231
- Si nombre de pièces =4 K3=0.4467
- Si nombre de pièces =5 K3=0.4030
- Si nombre de pièces =6 K3=0.3742
- Si nombre de pièces =7 K3=0.3534
- Si nombre de pièces =8 K3=0.3375
- Si nombre de pièces =9 K3=0.3249
- Si nombre de pièces =10 K3=0.3146
- Selon le type de calcul :
- calcul avec IT :
 (Mode par défaut)
(Mode par défaut)
TV = IT/6 - calcul avec TV :

- calcul avec IT :
Ensuite on calcule les pourcentages comme suit :
%EV = 100 * EV / TV
%AV = 100 * AV / TV
%GRR = 100 * GRR / TV
%PV = 100 * PV / TV
Puis le ndc (nombre de catégories distinctes) :
ndc = 1.41 * PV / GRR
Résultats de la méthode R&R
Suite aux calculs précédents, le logiciel va vous donner la capabilité de votre processus de mesure avec ces opérateurs, ces pièces et cet instrument de mesure.
Suivant le mode de calcul sélectionné, on verra :
![]()
Mode par défaut ou en cliquant sur « Calcul avec IT »
![]()
Mode de calcul lorsque l’on clique sur « Calcul avec TV »
On obtiendra :
Dans la version d’évaluation ces messages sont figées, mais ils seront paramétrables dans la version payante
- Si le %GRR < 10 et ndc >=5

- Si le %GRR>=10 et %GRR<30 et ndc>=5

- Si ndc<5 et/ou %grr>=30, la cause est rappelée sous le message.

Graphiques de la méthode R&R
Suite aux calculs précédents, le logiciel va vous permettre de voir différents graphiques permettant de comprendre l’origine des dispersions et la cohérence ou non des mesures entre les opérateurs et les pièces.
Cliquez alors sur le bouton ![]() en bas de l’écran.
en bas de l’écran.
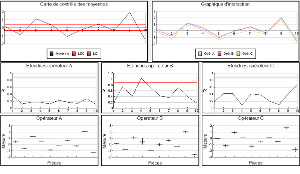
Le logiciel vous présente alors les graphiques suivants :
- La carte de contrôle des moyennes :
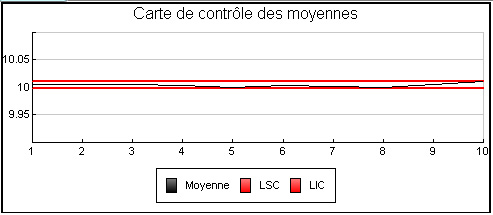
Il permet de voir également si une des pièces est hors contrôle, ce qui n’est pas le cas ici, elles sont toutes incluses entre les limites de contrôle. - Le graphique d’interaction :
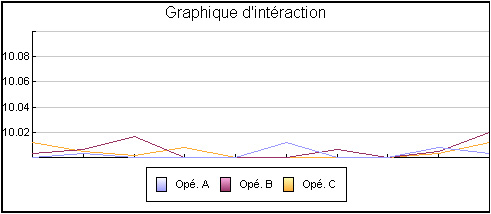
Il permet de voir s’il y a de gros écarts pour une même pièce entre les opérateurs. Ce qui est un problème de reproductibilité. Dans certains cas, nous ne pourrons le voir que dans les graphiques de répartition de la variance sous forme d’interaction. - Les étendues par opérateur et par pièce
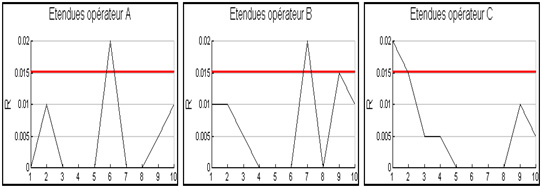
Les étendues par opérateur et par pièce. Les pièces sont en abscisse. Cela permet de voir pour quelle pièce l’opérateur a eu de grosse dispersion et de voir si cela est similaire d’un opérateur à l’autre. Le trait rouge est la représentation de la limite LSCR que l’on est sensé ne pas dépasser.
La validité des mesures est vérifiée si l’ensemble des étendues est homogène, donc si l’ensemble des étendues par pièce et par opérateur est inférieure à la limite LSCr, ce qui n’est pas le cas dans cet exemple. - Les graphiques dit « chandeliers »
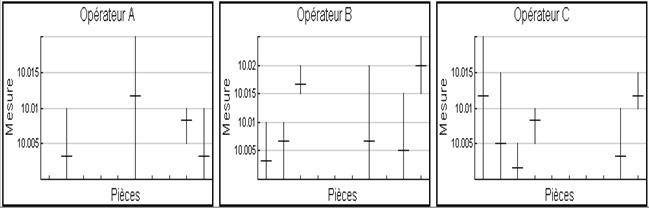
Les graphiques dits « chandelier » montre par opérateur et par pièce l’évolution de la moyenne (la croix) et le trait vertical représente l’étendue de mesure. C’est un graphique de combinaison entre les graphiques des étendues et le graphique d’interaction. Il permet de visualiser en plus des autres graphiques les positions de la cote minimum et de la cote maximum par pièce et par opérateur.
Méthode R&R : les graphiques de l’analyse de la variance
Suite aux calculs précédents, le logiciel va vous permettre de voir différents graphiques permettant de comprendre l’origine des dispersions et la cohérence ou non des mesures entre les opérateurs et les pièces.
Cliquez alors sur le bouton ![]() en bas de l’écran.
en bas de l’écran.
Puis cliquez sur l’onglet répartition de la variance au-dessus des graphiques :
![]()
Le logiciel vous présente alors les graphiques suivants :
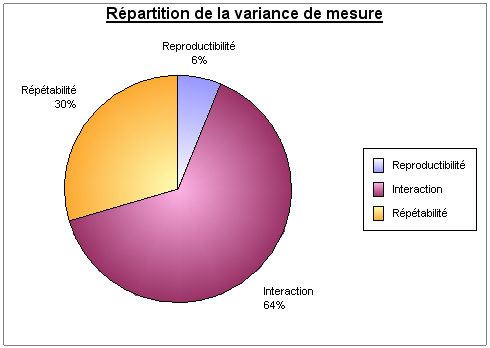
- La répartition de la variance des mesures :
Ce camembert permet d’identifier si la variance est due à la Répétabilité (réputée due à l’équipement) ou à la reproductibilité (réputée due aux opérateurs), ou à l’interaction. L’interaction représente la variance due au couple pièces-opérateurs.
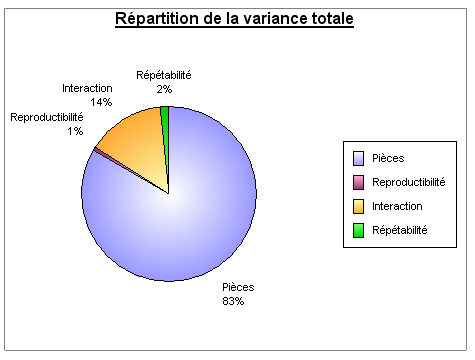
Ainsi si la variance n’est due qu’à l’une de ces composantes, il faut ré étalonner le moyen ou le changer ou éventuellement former les opérateurs. - La répartition de la variance totale
Ici on fait intervenir aussi la variance des pièces afin de vérifier que les pièces sont homogènes entre elles.
Cliquez alors sur le bouton valeurs : ![]() pour revenir au tableau des mesures
pour revenir au tableau des mesures
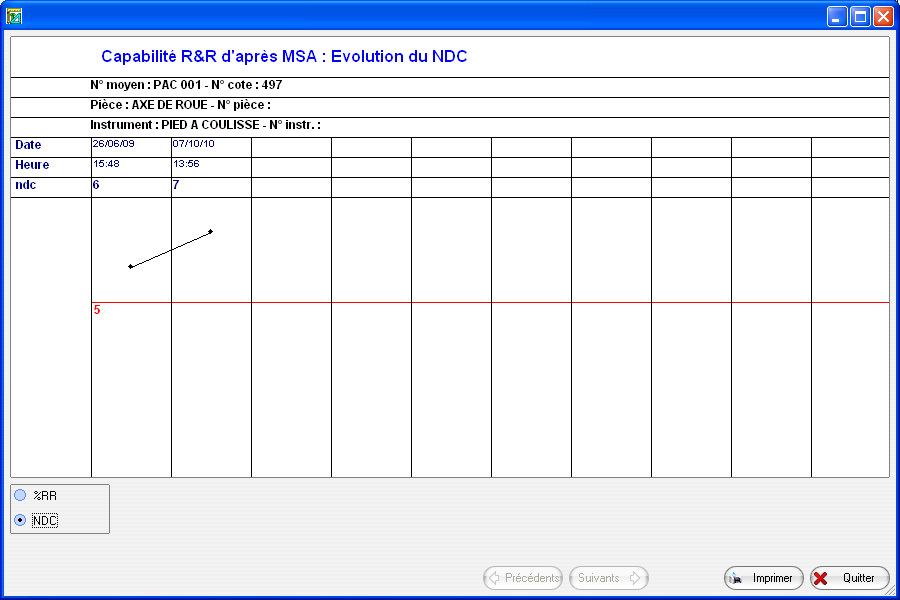
Méthode R&R : les graphiques d’évolution
Ces graphiques ne sont pas disponibles en version d’essai, car ils se basent sur l’historique des R et R sur un moyen et une pièce. Ils nécessitent une base de données.
Si vous êtes amenés à réaliser des tests R&R de manière périodique avec le même moyen sur le même type de pièce, vous allez pouvoir suivre l’évolution des résultats.
Vous pourrez ainsi voir si vos résultats s’améliorent par exemple suite à une formation des opérateurs ou si au contraire ils se dégradent suite à une dégradation du moyen de contrôle.
Cliquez alors sur le bouton ![]() en bas de l’écran.
en bas de l’écran.
Vous arrivez sur les graphiques suivants :
- Le graphique d’évolution du % de GRR
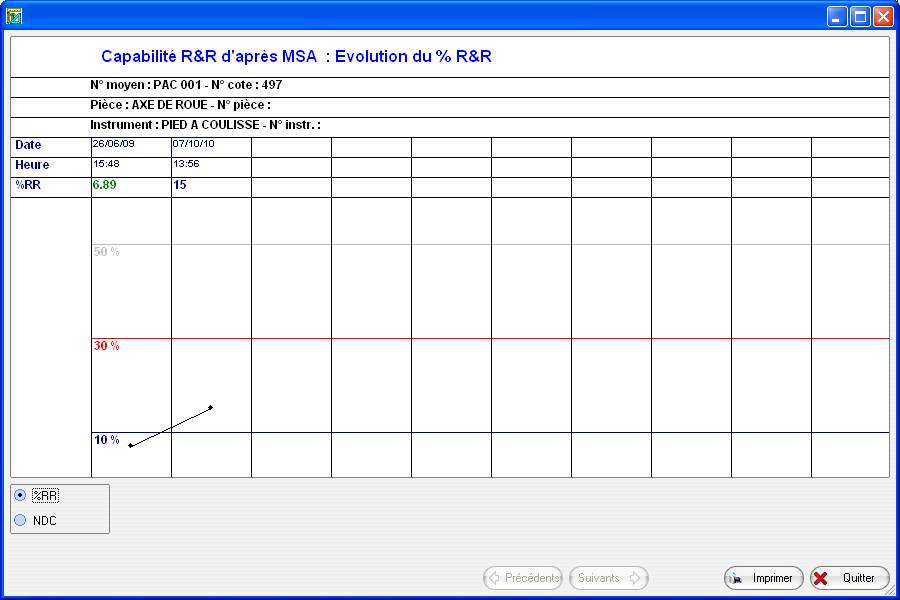 Ce graphique permet de voir l’évolution du % RR dans le temps. Chaque colonne représente un test et nous voyons la date du test.
Ce graphique permet de voir l’évolution du % RR dans le temps. Chaque colonne représente un test et nous voyons la date du test. - Le graphique d’évolution du ndc